生產技術及防蝕技術專題:鋼鐵結構物之熱浸鍍鋅 3/4

(3)重疊面
附著在被重疊的部材之油脂類或是鏽,必需事先完全去除。
這些附著物在鍍鋅時,因產生氣化而造成鍍不上鋅或素材破損的原因。雖說重疊部周圍最好是用全焊接,但根據重疊的面積及板厚,會有起泡或焊道破裂的情形,所以必要時用全周焊接。其次,斷續焊接時,因前處理液的浸入,鍍後會有鍍不上鋅或浸出鏽水的情形,因此需注意。還有,不同形狀、板厚的組件結合時,會產生變形,所以焊接方法要慎重考慮。

交疊的滲出
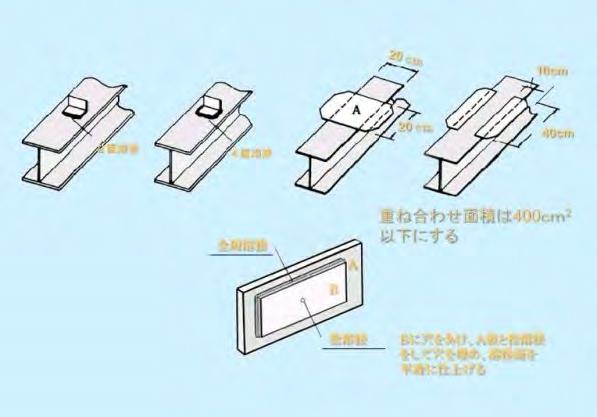
交疊的焊接
(4)鑄造品
鑄造品表面因附著鑄砂等的矽化物,需做噴砂的前處理。噴砂時最好是不要有死角的形狀鍍件,厚度最好是均一,厚度差大時,會產生裂縫現象, 需要注意。鑄造品之鍍鋅層附著量多,且不均一。若要精密度較高的話,表面事先做機械加工之後再鍍鋅,則可得平滑的鍍鋅面。
(5)有螺絲之組件
鍍件上焊有安裝用的螺栓、螺帽及插口等附件時,鍍件若是單体時,鍍後用離心機,就能除去螺紋部上的垂鋅,但是附著於鋼鐵結構物上的縲絲就無法這樣的操作,因此鋅容易殘留於螺紋上。一般附有螺絲的鍍件,做以下的處理。
1. 鍍後除去多餘的鋅
小口徑的用攻牙疏濬,大口徑時,也有用加熱使其熔解後,用鋼刷去除。
2. 鍍前之被覆處理
螺紋部分為了不讓附著鋅液,可塗上被覆塗料或用被覆材做被覆的方法。以上的處理方式雖可避免鋅附著,但是除了增加很多工作外,同時亦曝露素材表面,所以像這樣的構造最好儘量避免。
(6)可動部份
像套管、旋轉軸、鈎環、把手等的嵌合部份、有可動部份之物件,要分解開來鍍鋅。通常保持在直徑1.6mm以上的間隙,但依材質、肉厚、及用途有所不同,難以統一規定。
鍍鋅後,若有不易嵌合時,在可動部份用加熱方式處理。
(7)異材的組合
表面不同的物件、厚度差異大的物件、不同鋼材製造法的物件、化學成份不同的鋼材或異種金屬所組合的部材在鍍鋅時,因各個的前處理、鍍鋅條 件等都不同,所以不能取得均一的品質。
(8)部份不鍍鋅
一般的熱浸鍍鋅製品是表面全部做鍍鋅。但像高張力螺栓磨擦接合的接合面,或是鍍鋅後作焊接加工的焊接部位等,需要作局部的不鍍鋅。磨擦接合面作不鍍鋅是通常因為要確保磨擦係數。而焊接部份作不鍍鋅是為了避免焊接加熱時鋅蒸氣的影響。
局部不鍍鋅的方法有鍍前被覆法和鍍後去除法。在此類舉一般的被覆方法。
1.無生鏽的素材或經過機械加工之物件
用石墨或耐熱材料把不鍍鋅的部份被覆,不與鋅液接觸。
2.鏽與氧化層厚的素材
使用像環氧樹脂塗料的耐藥性塗料塗布構件,酸洗處理時該部份構件不易將鏽去除。構件浸入鋅槽內,生鏽的部份不易形成鍍鋅層。
3.大型鋼材或厚的素材
使用於橋樑或大型構造物的鋼材多是板材較厚的物件,與鋅液的反應時間較長。
當鍍件在鍍鋅槽內與鍍液接觸時間長時,部份的塗料會燒掉,而易於形成鍍鋅層,所以要塗多層塗料或塗布後再貼被覆帶。由於現在還未開發出完全不鍍鋅的處理劑,若說鍍後再除去鍍層,還不如事先用怎樣的方法,做好被覆來得省事。需要局部不鍍鋅時,事先應與當事者商量之後再施工。
(9)歪斜變形
鋼鐵製品的結構鋼材有殘留應力存在,鍍鋅時會出現歪斜變形,而歪斜變形的程度會產生,是否在容許範圍內或是否容易矯正等之問題。發生歪斜變形的方式,變形的大小之因素有製品的尺寸、形狀、構造、材料厚度、焊接方法、素材的內部應力及條件等。因為這些因素有的是單獨作用,有的是相乘效果而產生的歪斜變形,事先難以預估歪斜變形的大小。
原文出處:熱浸鍍鋅雜誌第49期